







激光焊接是唯一一种非接触式、高精度、高效的焊接方式;可以经济快速的进行电池结构件焊接及密封,激光加工通常包括激光切割、激光焊接、激光表面处理等。在整个动力电池制造,包括电芯、模组和pack中有约19个主要构件部位需要焊接,其中: 11个焊接目前必须用激光焊接;5个焊接可能用到激光焊接;3个焊接不会使用激光焊接。方壳电池中,密封钉、盖板组件以及封口都需要用到激光焊接;而在圆柱电池及模组中,需要用到激光焊接的部分有极耳、盖帽、汇流排等。
“电池漏液可能会导致模组内电池间短路,易造成高温起火等事故。而电池中裂纹和孔洞的存在是焊缝密封失效的潜在因素。”
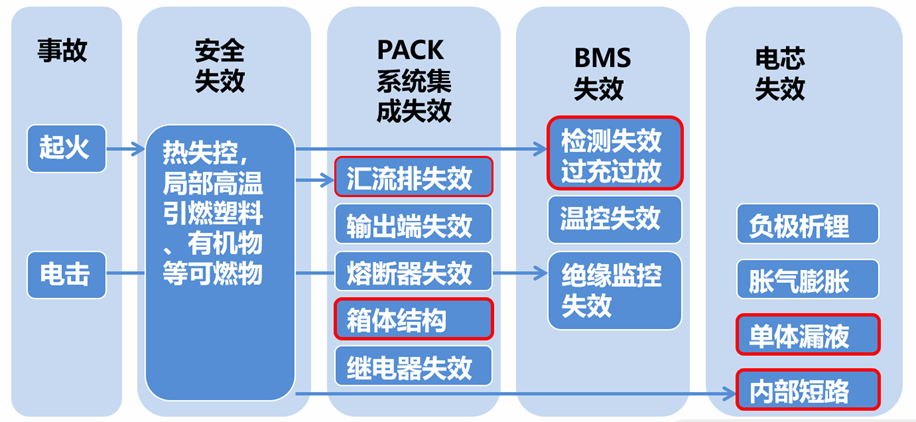
采集线端子失效会导致电压采集、温度采集的失效,进而可能导致电池过充造成着火、爆炸。
激光焊接质量提升与检测
“工艺创新能有效改善焊接质量。事实上,前期验证工作做得越充分,其工艺能力越强。”刘昊强调。为突出工艺创新对焊接质量的影响,刘昊举了实例配合说明。
模组侧板焊接方面,动力电池模组常用铝合金型材(端板)、板材(侧板)作为模组外框结构件,焊接质量的好坏,决定了模组整体结构的刚性。采用不同的焊接头和工艺可以获得不同的焊接效果,侧板激光焊接也发展出多种工艺方式。普通焊接头的气孔率达10%,双光束焊接头气孔率在3%,而摆动光斑焊接头的气孔率只有1%。越来越多的先进激光焊接设备及工艺,不断的提高焊接质量,降低气孔率。

此外,电芯封口激光焊接是电池制造的一道重要工艺,极大的影响电池成品率。电芯焊接速度越来越快的同时,还需要保证焊缝一致性等焊缝性能。由此衍生出多种激光焊接封口工艺。其中,光纤激光器高速摆动焊接,焊缝平整光滑,一致性好。而摆动头随着焊接频率的提升对爆点有修复作用。
(本文由晨皓激光原创,转载须注明出处:www.lasersunrise.com,珍惜别人的劳动成果,就是在尊重自己)






 在线咨询
在线咨询 服务热线
服务热线 官方微信
官方微信 扫一扫
扫一扫 